
Una de las características del molde del molde de moldeo es que el vapor caliente y de enfriamiento necesitan agua para ser introducidos en la cámara de gas molde cerrado para madurar y enfriar las partículas de espuma, que es diferente del entorno de moldeo de moldes tales como moldes de plástico, moldes de metal y moldes de fundición a presión. El molde necesita para formar un patrón de espuma en un estado de agua, lo que hace difícil el uso de un mecanismo de expulsión automática para el molde perdido, pero el mecanismo de expulsión automática, obviamente, puede mejorar la eficiencia de moldeo y la calidad de moldeo de la espuma patrón, y reducir el patrón de espuma. La cantidad de deformación, y puede reducir los costos laborales y la intensidad del trabajo, especialmente para algunos de la carcasa del volante de gran tamaño, caja de cambios y de la cavidad interna estructura del cuerpo de motor complejo de la pieza de fundición de espuma perdida, el efecto es más evidente.
De acuerdo con el proceso de moldeo de la espuma patrón actual de la empresa, es posible resolver el expulsión automática del patrón de espuma a partir de dos aspectos: uno es el equipo de moldeo de la máquina de espuma patrón de formación de, y el otro es el estado de moldeo a partir del patrón de espuma- molde evaporativo; para la máquina de moldeo, para realizar la expulsión automática del patrón de espuma, solamente la plantilla inferior de la máquina de moldeo, que es, el mecanismo de expulsión automática del dispositivo de plantilla fijo, combinado con el mecanismo de expulsión automática de los otros tipos de equipos de formación de molde, está disponible para su selección. El cilindro hidráulico es expulsado o el eyector mecánico se expulsa. El mayor problema a considerar en el uso de un mecanismo de este tipo es para evitar fugas de vapor caliente durante el moldeo de la espuma patrón, si se trata de un cilindro hidráulico o un top mecánico en la máquina de moldeo. Barra, fuga de vapor es un problema difícil de resolver. El resultado directo de la fuga de vapor hará que el patrón de espuma no completamente maduro, la soldadura no es suficiente, afectar a la resistencia de uso y la calidad de la fundición, y es probable que el aceite aparecerá en la superficie del patrón de espuma. No es fácil darse cuenta de la expulsión automática de la espuma de acuerdo con la máquina de moldeo actual; no ha sido fácil para muchos años. El desarrollo y la práctica, se proporciona LFC molde inferior cámara impelente molde un mecanismo de expulsión automática es bien logra.
El mecanismo de expulsión automática de la cavidad en la cavidad del molde perdido es también único. La cámara de gas experimenta continuamente los ciclos calientes y frías alternas de vapor caliente y agua de refrigeración, requiriendo así las partes del mecanismo de expulsión automática para evitar la oxidación y la corrosión. Resistente al calor, resistente fricción, y no deformable. De acuerdo con los requisitos anteriores, el mecanismo expulsor automático es el mecanismo expulsor automático de cilindro, y las piezas de repuesto incluidas en la siguiente figura se tienen 7 accesorios: 1. Aleación de aluminio de cilindro resistente al calor 2, tubo de gas de cobre 3, perno de acero inoxidable 4, biela de acero inoxidable 5, casquillo de guía de cobre 6, placa de eyección de aluminio forjado 7, ram cobre.
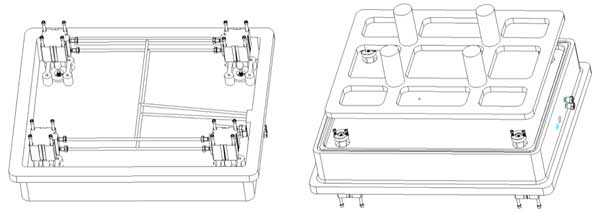
La relación posicional es: la cavidad interior del gas de molde inferior se cierra alrededor, La aleación de aluminio de cilindro resistente al calor 1 se encuentra en la cámara de aire, y se fija en la placa de separación de la cámara de gas a través del perno de acero inoxidable 3, y el plano inferior del cilindro resistente al calor es menor que la cámara de aire inferior del molde. El plano inferior, en el que el tubo de gas de cobre 2 está conectado a la fuente de gas fuera de la cámara de gas, la tubería de gas de cobre 2 está provista de dos conjuntos con respecto al cilindro, un conjunto de aire de admisión, un conjunto de gas de escape; el pistón del cilindro resistente al calor y la varilla de acero inoxidable de conexión 4 Conectado y atornillado, el otro extremo de la varilla de conexión de acero inoxidable 4 está conectado a través del manguito de guía de cobre 5 y la placa de eyector de aluminio forjado 6, y la varilla de conexión 4 y la placa de eyector 6 están fijados por pernos de acero inoxidable; El manguito 5 está fijado sobre la placa de separación de la cámara de aire inferior del molde por medio de pernos de acero inoxidable; la placa de separación está en el medio de la placa de eyector y el cilindro resistente al calor, y está formado integralmente con la cámara de aire inferior del molde, y es echado en conjunto para asegurar la resistencia uso; se expulsa el aluminio forjado La placa se encuentra en la superficie de separación de la cámara de aire inferior del molde, y se hunde en la ranura en la superficie superior de la cámara de aire inferior del molde, la superficie inferior más baja está al lado de la placa de separación de cámara de aire, y los contactos de la superficie superior del patrón de espuma, y está hecho en la ranura de la cámara de aire inferior del molde. Movimiento recíproco; de cobre se fija en la placa de eyección de aluminio forjado de Rod 7, la toma 7 cobre a través de un tornillo de acero inoxidable de la fijación de la placa superior en la parte superior, con el movimiento de la placa de eyector.
El principio de funcionamiento del mecanismo de expulsión automática se divide en dos procesos: en el proceso de eyección del patrón de espuma, el interruptor de fuente de aire fija en el lado al aire libre de los gases de molde inferior se tuerce primero, de manera que el aire comprimido entra en el fondo del cilindro resistente al calor a través de la tubería de gas de cobre, y la presión del aire se adopta. La presión hace que el pistón del cilindro para mover hacia arriba, el pistón transmite la fuerza de movimiento hacia arriba a la barra de conexión, la varilla de conexión se mueve lentamente hacia arriba a través del manguito de guía de cobre, y la placa de eyector y la varilla de conexión se sujetan entre sí por el perno de acero inoxidable, y la varilla de conexión se mueve hacia arriba. En el proceso, la fuerza puede ser transmitida a la placa expulsora, y la placa de eyector conduce el patrón de espuma a moverse hacia arriba. A fin de asegurar una fuerza uniforme durante el proceso de eyección, el eyector de cobre y el acto placa expulsora juntos en el patrón de espuma. Después de que el patrón de espuma se terminó desmoldeo, es el proceso homing del mecanismo de expulsión automática, y el interruptor de la fuente de aire se tuerce hacia el otro lado, de manera que el aire comprimido entra en la parte superior del cilindro resistente al calor a través de la tubería de gas de cobre. Bajo la acción de la presión del aire, el pistón del cilindro completa el movimiento de contracción, y luego la placa de eyector y la varilla de expulsión son accionados para volver a la posición a través de la varilla de conexión y el casquillo de guía.
Los siguientes cuatro principios deben tenerse en cuenta para el uso del mecanismo de expulsión automática para el molde perdido.
1. El juego de montaje de la placa de eyector y el pasador eyector es razonable, y el movimiento es suave durante el proceso de desmoldeo y homing, y no hay ningún fenómeno de pegado;
2. La posición del cilindro y la varilla de eyector está diseñado razonablemente para asegurar que el patrón de espuma se destacó uniformemente, de modo que el patrón de espuma tiene ningún fenómeno de deformación durante el proceso de desmoldeo;
3. El ritmo de movimiento del cilindro de expulsión es consistente, y la admisión y de escape son de forma sincrónica controlable;
4, el material de las piezas mecanismo expulsor se selecciona a prestar atención a la oxidación y herrumbre.
El siguiente es un ejemplo para explicar los requisitos de posición de los cilindros en el mecanismo de expulsión automática y el diseño posición del eyector, y un diseño de mecanismo de expulsión automática de la carcasa del volante grande. Esta cáscara volante se muestra a continuación:
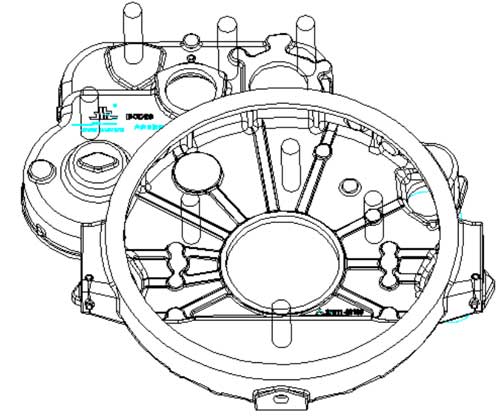
Sus dimensiones del producto: 972 * 964 * 206, el material es hierro gris 200, poliestireno material de espuma, pre-espuma 22 g de peso material de espuma / L; tamaño del molde: 1320 * 1290 * 420; análisis de la forma de la estructura cavidad del producto; La circunferencia interior de la cavidad interior se invierte. Es necesario diseñar el inserto de núcleo lado interior una semana, y la externa parcial destalonado. Es necesario hacer que la inserción de núcleo lateral exterior, lo que aumenta la dificultad de desmoldeo el patrón de espuma, y utiliza el soplado de aire de acuerdo con el desencofrado ordinaria. O el método de pulverización de agua, debido a la influencia del peso propio de la pieza de inserción de núcleo lateral, el moho blanco es difícil de llevar a cabo, y la forma es demasiado grande, al menos 2-3 Se necesitan operadores de formación de espuma, y el molde es demasiado grande, la operación manual es inconveniente, y el patrón de espuma es fácil. Deformación, En resumen, la sub-moho necesita utilizar un mecanismo de expulsión automática para ayudar en el desmoldeo.
Según el análisis de la fuerza de desmoldeo de la espuma patrón, el mecanismo de expulsión automática del molde de cáscara volante perdido se muestra en la figura 3: la placa de eyector está dispuesta en la superficie de separación de la cámara de aire inferior del molde, y la forma exterior de la placa de eyector es 1170. *1140*150, el diseño de la placa de eyector tiene en cuenta dos aspectos: Primero, la fuerza de la placa de eyección, la gravedad de los insertos de absorción interior y exterior de la cáscara del volante actúa sobre la placa de eyección, y la placa de eyector necesita ser la resistencia de liberación del molde del patrón de espuma, la superposición de distintas fuerzas, la fuerza de la placa de eyección es suficiente, y la deformación no se doble durante el proceso de desmoldeo, por lo que el grosor más delgado del separador no es menor que 25 mm, y el material es de aluminio forjado; En segundo lugar, teniendo en cuenta el entorno de moldeo de la espuma patrón, es necesario pasar el vapor caliente y agua de refrigeración. La placa de eyector necesita reservar los orificios de paso del vapor de agua caliente y el agua de refrigeración, y el orificio pasante está diseñada para la parte inferior de las piezas de inserción de núcleo interior y exterior, lo cual es beneficioso para la parte inferior. El vapor de agua caliente y el agua de refrigeración entran en la cavidad interna de la pieza de inserción de núcleo lado para la refrigeración madura del patrón de espuma.
8 conjuntos de espigas de expulsión de cobre están dispuestos en la placa de eyección para asistir a la placa de eyector para ser desmoldeadas. La colocación de las espigas de expulsión de cobre debe tener en cuenta la posición máxima y más deformable del patrón de espuma, de acuerdo con la estructura interna y externa del patrón de espuma y los insertos laterales de mecha. análisis de posición, cuatro carneros de cobre están dispuestos en la cavidad interior de la carcasa del volante, y el lado periférico de inserción de núcleo núcleo externo se desmoldea, y cuatro espigas de expulsión de cobre están dispuestos fuera de la carcasa del volante para ayudar a la cáscara volante núcleo lado exterior inserto desmoldeo, la fuerza del patrón de espuma es pequeña, y el carnero cobre se debe colocar en un espesor de pared relativamente gruesa de la carcasa del volante, y entonces el área de la fuerza del patrón de espuma no debe ser demasiado pequeña. El diámetro de la RAM de cobre utilizado en este momento es Φ40mm.
La carcasa del volante tiene una forma exterior grande, y nueve cilindros de expulsión se requieren en la cavidad interna del gas de molde inferior, y están dispuestos de acuerdo con el punto del patrón de espuma concentración vigor, y 8 núcleos están dispuestos a lo largo de la circunferencia según la forma máxima de la placa de eyección, y el núcleo lado central se dibuja. Hay más insertos, uno mas, y nueve cilindros actúan sobre la placa de eyección al mismo tiempo, que puede cumplir con los requisitos de desmoldeo de la envuelta de espuma de la carcasa del volante.
