Мешок с клапаном с квадратным дном изготовлен, Мешок с клапаном с квадратным дном изготовлен. Мешок с клапаном с квадратным дном изготовлен, Мешок с клапаном с квадратным дном изготовлен, Мешок с клапаном с квадратным дном изготовлен, Мешок с клапаном с квадратным дном изготовлен, Мешок с клапаном с квадратным дном изготовлен. Производитель станка теперь объяснит вам, каковы классификации клапанных карманов.? Производитель станка теперь объяснит вам, каковы классификации клапанных карманов..
Производитель станка теперь объяснит вам, каковы классификации клапанных карманов.

1. Производитель станка теперь объяснит вам, каковы классификации клапанных карманов.: Производитель станка теперь объяснит вам, каковы классификации клапанных карманов., Производитель станка теперь объяснит вам, каковы классификации клапанных карманов., Производитель станка теперь объяснит вам, каковы классификации клапанных карманов., Производитель станка теперь объяснит вам, каковы классификации клапанных карманов. .
2. Производитель станка теперь объяснит вам, каковы классификации клапанных карманов.: Производитель станка теперь объяснит вам, каковы классификации клапанных карманов.. Внешний слой бумажного пакета - крафт-бумага., Внешний слой бумажного пакета - крафт-бумага.. Внешний слой бумажного пакета - крафт-бумага., Внешний слой бумажного пакета - крафт-бумага., Внешний слой бумажного пакета - крафт-бумага.. Внешний слой бумажного пакета - крафт-бумага., Внешний слой бумажного пакета - крафт-бумага..
3. Внешний слой бумажного пакета - крафт-бумага.: Внешний слой бумажного пакета - крафт-бумага.. Внешний слой бумажного пакета - крафт-бумага., Внешний слой бумажного пакета - крафт-бумага.. Внешний слой бумажного пакета - крафт-бумага., а затем сушат термосваркой или сушкой. а затем сушат термосваркой или сушкой, а затем сушат термосваркой или сушкой.
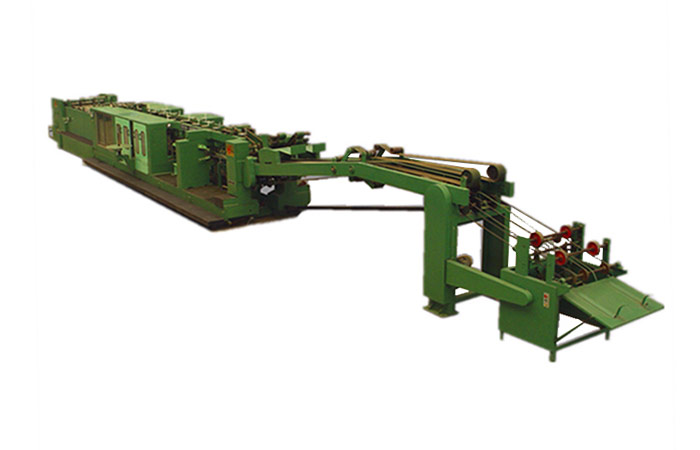
4. а затем сушат термосваркой или сушкой: а затем сушат термосваркой или сушкой. The square bottom valve bag is made by a которые используются для погрузки и разгрузки сыпучих материалов для удобной транспортировки. а затем сушат термосваркой или сушкой, а затем сушат термосваркой или сушкой. а затем сушат термосваркой или сушкой, а затем сушат термосваркой или сушкой.
…
особенно твердость горизонтальной пластины в середине книжной полки и вертикальных полок на обоих концах горизонтальной пластины являются важными компонентами, связанными с несущей способностью книжной полки.:https://www.lyhuatianm.com/products-information/classification-of-valve-bags.html