
Литье является процессом литья жидкого металла в полость литейной, которая соответствует форме детали. После охлаждения и затвердевания, способ формирования части заготовки металла, имеющий определенную форму, Размер и производительность получается.
Литье в основном делятся на литье в песчаные формы, отливка низкого давления, центробежное литье, литье металла, вакуумное литье, литье экструзии, потерянная отливка пены, непрерывное литье и восемь других типов. Давайте посмотрим на соответствующие процессы и характеристики этих отливок.
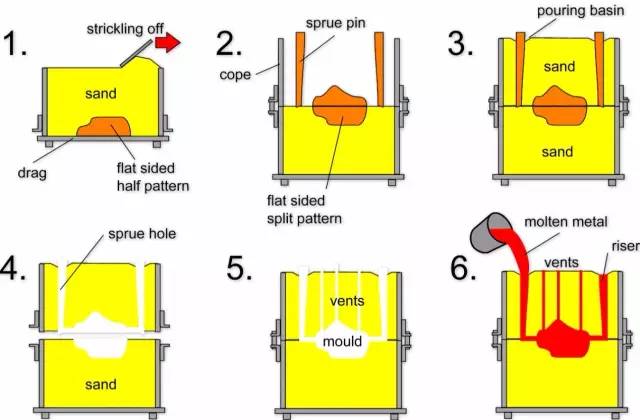
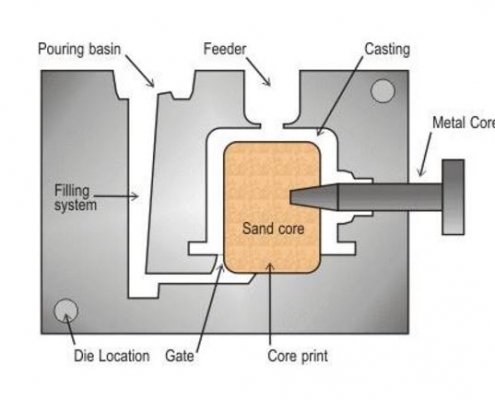
(1) литье Песок
Литье в песчаные формы является способ литья для изготовления отливки в песчаной форме. Стали, железо и большинство отливок из цветных сплавов могут быть получены путем литья в песчаные формы.
Технологическая цепочка
Технические особенности
1. Подходит для изготовления сложных форм, особенно заготовки со сложными внутренними полостями;
2. Широкая технологичность и низкая стоимость;
3. Для некоторых материалов с плохой пластичностью, такие, как чугун, литье в песчаные формы является процесс формирования для изготовления деталей или заготовок.
Приложение: Отливки для блока цилиндров двигателя, крышка цилиндра, коленчатый вал, п.
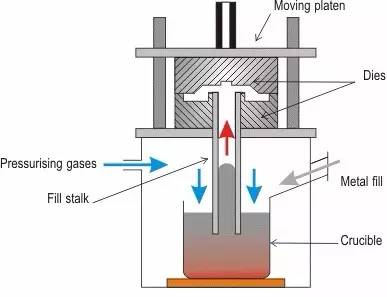
(2) Литье под низким давлением
Литье под низким давлением: относится к способу, в котором жидкий металл заполнен под низким давлением (0.02 Для 0.06 МПа) и кристаллизуют под давлением, чтобы образовать литье.
Технологическая цепочка
Технические особенности
1. Давление и скорость во время заливки можно регулировать, поэтому он может быть применен к различным видам литья (такие как тип металла, тип песка, п.), литье различных сплавов и различных размеров отливок;
2. Используя нижнюю начинку типа впрыска, тип металла разливочная стабилен, Ни одно явление Всплеск, может избежать накапливания газа и эрозии стенки и ядро, и повысить скорость прохода отливки;
3. Литье кристаллизуется под давлением. Отливка имеет компактную структуру, ясно контур, гладкая поверхность и высокие механические свойства, что особенно полезно для отливки крупных тонкостенных деталей;
4. Устранение необходимости пополнения стояка, коэффициент использования металла увеличивается до 90 ~ 98%;
5. Низкая интенсивность труда, хорошие условия работы, простое оборудование, легко достичь механизации и автоматизации.
Приложение: В основном на основе традиционных продуктов (крышка цилиндра, Ступица колеса, цилиндрический блок, п.).
(3) Центробежное литье
Центробежное литье: Способ литья, в котором расплавленный металл заливают во вращающуюся форму и заполняют форму под действием центробежной силы, чтобы затвердеть и формы.
Технологическая цепочка
Характеристики процесса
преимущество:
1. Существует почти нет потребления металла в литниковой системе и система стояка, который улучшает выход процесса;
2. Ядро может быть использовано в производстве полых отливок, поэтому способность заполнения металла может быть значительно улучшена при изготовлении длинных трубчатых отливок;
3. Отливка имеет высокую плотность, меньше дефектов, таких как поры и включения шлака, и высокие механические свойства;
4, легко изготовить цилиндры, наборы композитных металлических отливок.
Недостатки:
1. Есть определенные ограничения, когда они используются для производства фасонных отливок;
2. Диаметр внутреннего отверстия отливки не является точным, поверхность внутреннего отверстия шероховатая, качество оставляет желать лучшего, и припуск большой;
3. Отливки склонны к сегрегации удельного веса.
Приложение: Центробежное литье используется для производства литых труб раньше. Дома и за границей, центробежные процессы литья используются в металлургии, добыча, перевозка, орошение и осушение техника, авиация, национальная оборона, автомобильной и других отраслях промышленности для производства стали, железа и цветных отливок сплава углерода. Среди них, производство отливок, такие как центробежные чугунные трубы, внутреннего сгорания цилиндров двигателя вкладыши и втулки является более распространенным.
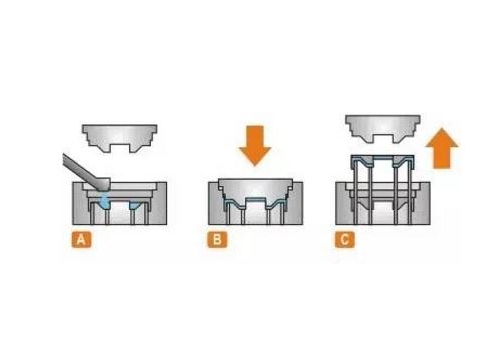
(4) Литье под давлением силы тяжести
Литейное: относится к формовочной способу, в котором жидкий металл, заполненный металлической пресс-формы под действием силы тяжести и охлаждают и отверждают в пресс-форме для получения отливки.
Технологическая цепочка
Характеристики процесса
преимущество:
1. Теплопроводность и теплоемкость металлического типа велики, охлаждая тариф быстр, структура отливки плотно, и механически свойства около 15% выше, чем литье в песчаные.
2. Он может получить отливки с более высокой точностью размеров и низкой шероховатостью поверхности, и имеет хорошую стабильность качества.
3, из-за использования и редко используют ядро песка, улучшение состояния окружающей среды, уменьшите пыль и вредные газы, снизить трудоемкость.
Недостатки:
1. Сам тип металла не имеет газопроницаемости, и некоторые меры должны быть приняты для получения воздуха, генерируемого полостью и газа, образованный ядро песка;
2. Тип металла не имеет отталкивающее свойство, и отливка склонна к треснуть, когда затвердевает;
3. Тип металла имеет длительный производственный цикл и высокую стоимость. Поэтому, только тогда, когда большое количество серийного производства, может показать хорошие экономические результаты.
Приложение: Отливка металла соответствующая для массового производства отливок цветного сплава как алюминиевые сплавы и сплавы магния со сложными формами, а также отливки и слитки для производства стали и металла.
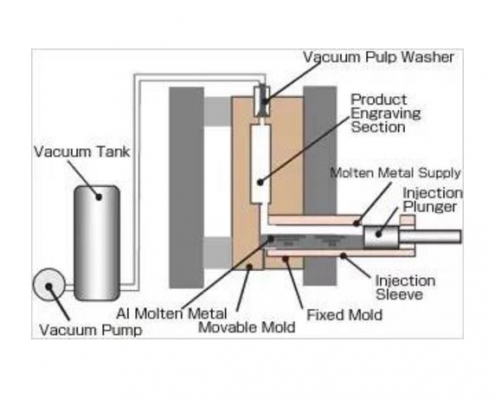
(5) Литье вакуумное
Вакуумная отливка: Предварительный процесс литья под давлением, что улучшает механические свойства и качество поверхности литья под давлением частей путем удаления или удаления поры и растворенных газов в части литья под давлением путем удаления газа в полости пресс-формы для литья под давлением во время пресс-формы -casting процесс.
Технологическая цепочка
Характеристики процесса
преимущество:
1. Устранить или уменьшить воздушные отверстия внутри литья под давлением деталей, улучшить механические свойства и качество поверхности литья под давлением деталей, и повысить производительность гальванической;
2, уменьшить обратное давление в полости, Вы можете использовать более низкое давление, специфические и сплав с плохими свойствами литья, можно литые под давлением крупных отливок с небольшой машиной;
3. Улучшение условий наполнения и литья под давлением более тонких отливок;
Недостатки:
1. Уплотнительный формы структура усложняется, и изготовление и монтаж трудно, поэтому стоимость высока;
2. Если метод литья вакуумная головка не контролируется должным, эффект не очень значительный.
(6) Сжимая для литья под давлением
литье Squeeze: Способ, в котором жидкий или полутвердый металл затвердевает и расходомеры формируются под высоким давлением, чтобы непосредственно получить часть или заготовки. Он имеет преимущество высокой скорости использования жидкого металла, упрощение процесса и стабильное качество. Это энергосберегающие технологии формирования металла с потенциальными перспективами применения.
Технологическая цепочка
Прямая литья экструзии: нанесения покрытия распылением, литье сплава, пресс-формы зажима, герметизация, проведение давления, снять напряжение, расставание, пустой распалубки, сброс;
Косвенное литье экструзии: нанесения покрытия распылением, пресс-формы зажима, кормление, заполнение, прессование, выдержка под давлением, снять напряжение, расставание, пустой распалубки, сброс.
Технические особенности
1. Это может устранить дефекты, такие как внутренние поры, усадка отверстия и усадки;
2. Низкая шероховатость поверхности и высокая точность размеров;
3, может предотвратить возникновение литейных трещин;
4. Это легко реализовать механизации и автоматизации.
Приложение: Может быть использовано для производства различных видов сплавов, такие, как алюминиевый сплав, сплав цинка, медный сплав, высокопрочный чугун, п.
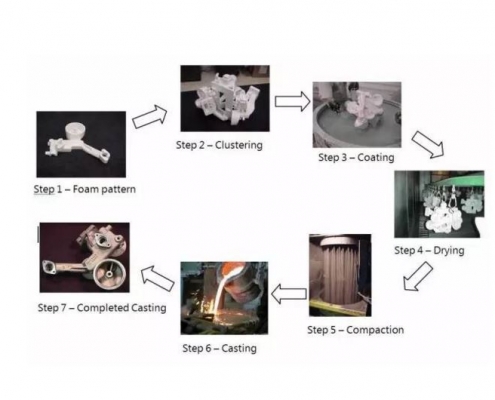
(7) Потерянная отливка пены
Потерянная Отливка Пены (также известный как твердое литье): Это сочетание парафина или модели пены аналогичной формы и формы отливки в модели кластера, щетка с огнеупорной краской и сушат, утопает в сухой кварцевый песок для моделирования вибрации, в негативе Новый метод литья литья осуществляется нажатием вниз отливку, чтобы испарить модель, занимая положение жидкого металла, и затвердевание и охлаждение.
Процесс: предвспенивании → вспенивание литья → окунание покрытия → сушка → укладка → литье → падение песка → очистка
Технические особенности
1. Отливка имеет высокую точность и отсутствие ядра песка, что сокращает время обработки;
2. Нет поверхность разъема, гибкий дизайн, высокая степень свободы;
3. Чистое производство, загрязнения нет;
4. Сокращение инвестиционных и производственных затрат.
Приложение: Она подходит для различных типов высокоточных отливок со сложной структурой. Сплав типа не ограничено, и серийное производство не ограничено. Такой, как серый чугун двигатель коробка, высокой марганцевой стали локоть и т.д..
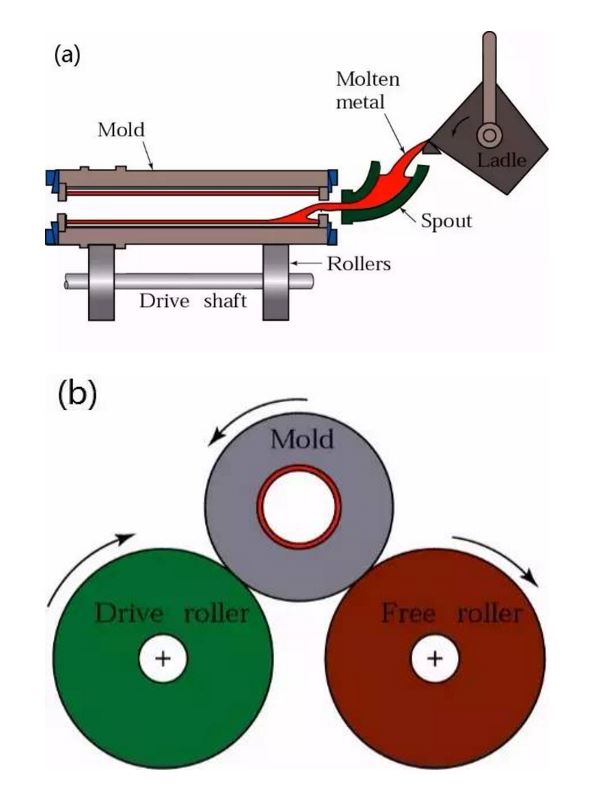
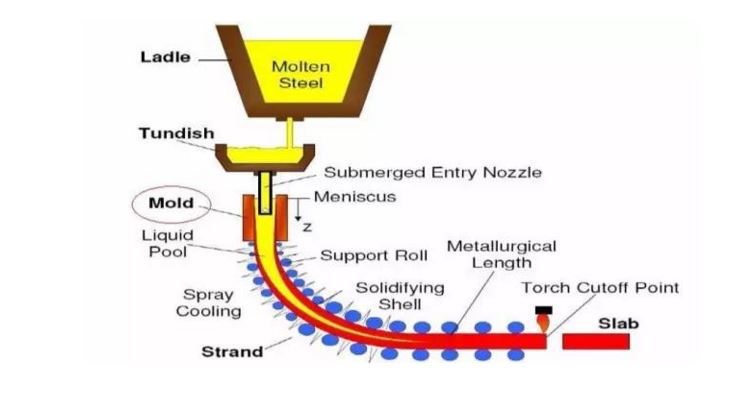
(8)Непрерывное литье
Непрерывное литье: усовершенствованный метод литья, принцип непрерывного литья расплавленного металла в специальном типе металла под названием кристаллизатор, Solidify (корка) литье, непрерывно из кристаллизатора Выдвиньте на одном конце, чтобы получить отливки любой длины или длины.
Технологическая цепочка
Технические особенности
1. Так как металл быстро охлаждают, кристалл плотно, структура однородна, и механические свойства хороши;
2. Сохранить металлы и увеличить выход;
3. Упрощенный процесс, устраняя форму и другие процессы, тем самым снижая интенсивность труда; необходимая площадь производства также значительно снижаются;
4. производство непрерывного литья легко реализовать механизации и автоматизации, и повысить эффективность производства.
Приложение: Непрерывное литье может быть использовано для отбрасывает длинные отливки с постоянным поперечным сечением, такие как сталь, железо, медный сплав, алюминиевый сплав и сплав магний, такие, как слитки, плиты, банкноты, трубы, п.

