

Одной из характеристик пресс-формы пресс-формы формования является то, что горячий пар и необходимость охлаждающей воды, чтобы быть введен в закрытую форму газовую камеру для созревания и охладить частицы пенопласта, который отличается от формовочной среды пресс-форм, таких как пластиковые формы, металлические формы и литья под давлением пресс-формы. Пресс-формы необходимо сформировать шаблон пены в состоянии воды, что делает его трудно использовать механизм автоматического выброса потерянной плесени, но механизм автоматического выброса, очевидно, может улучшить эффективность и качество формования для формования рисунка пены, и уменьшить образец пены. Величина деформации, и может снизить затраты на рабочую силу и интенсивность труда, особенно для некоторых больших размеров маховой оболочки, коробка передач и внутренней полость структура сложного двигателя тела утраченной отливки пены, эффект более очевиден.
В соответствии с процессом формования текущего шаблона пены предприятия, можно решить автоматический выброс узора пены из двух аспектов: один является формовочным оборудованием из пены с образцом формовочной машины, а другой является состоянием литья из рисунка пены- Испарительная плесень; для формовочной машины, реализовать автоматический выброс узора пены, только нижний шаблон формовочной машины, это, механизм автоматического выброса фиксированного устройства шаблона, в сочетании с автоматическим механизмом выброса других видов плесени формирования оборудования, доступен для выбора. Гидравлический цилиндр вынимается или механическое эжектор выбрасывается. Самой большой проблемой следует рассматривать в использовании такого механизма заключается в предотвращении утечки горячего пара во время формования рисунка пены, является ли это гидравлический цилиндр или механический сверху на формовочной машине. прут, утечка пара является сложной проблемой. Непосредственный результат утечки пары будет сделать шаблон пены не полностью зрелым, сварка не хватает, влияющий на прочность использования и качество литья, и вполне вероятно, что нефть будет появляться на поверхности образца пены. Это не так легко реализовать автоматический выброс пены в соответствии с текущей формовочной машины; это не было легко в течение многих лет. Разработка и практика, пресс-формы LFC нижняя камера статического давления плесени камера снабжена автоматическим механизмом выброса хорошо достигается.
Механизм автоматического выброса из полости в полость пресс-формы потерянного также является уникальным. Газовая камера непрерывно испытывает чередующиеся горячие и холодные циклы горячего пара и охлаждающей воды, таким образом, требует части автоматического механизма выброса, чтобы предотвратить образование ржавчины и коррозии. Термостойкие, трение устойчивости, и не деформироваться. В соответствии с вышеуказанными требованиями, автоматический механизм выбрасывания является цилиндр автоматического механизма выбрасывания, и запасные части, включенные в рисунке есть 7 аксессуары: 1. Алюминиевый сплав жаропрочные цилиндр 2, газовая труба медная 3, Болт из нержавеющей стали 4, из нержавеющей стали шатуна 5, медь направляющая втулка 6, выталкивающая пластина из кованого алюминия, 7, меди барана.
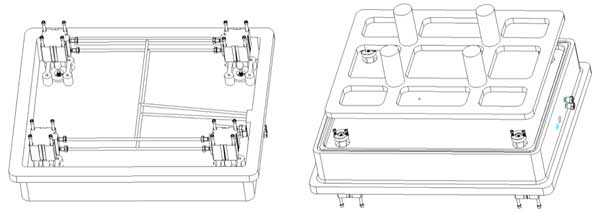
Позиционные отношения: внутренняя полость нижнего газа пресс-формы закрывается вокруг, алюминиевый сплав жаропрочные цилиндр 1 расположен в воздушной камере, и закреплен на разделительной пластине в газовой камере через болт из нержавеющей стали 3, а нижняя плоскость термостойкого цилиндра ниже, чем в нижней воздушной камеры пресс-формы. Нижняя плоскость, в котором газовая труба медная 2 соединен с источником газа за пределами газовой камеры, газовая труба медная 2 снабжена двумя наборами по отношению к цилиндру, один набор всасываемого воздуха, один набор выхлопных газов; поршень из стойкого теплового цилиндра и нержавеющая сталь шатун 4 Коммутация и привинчены, другой конец нержавеющей стали шатуна 4 соединен через направляющую втулку меди 5 и выталкивающая пластина из кованого алюминия, 6, и соединительный стержень 4 и выталкивающая пластина 6 скреплены болтами из нержавеющей стали; гильза 5 закреплен на разделительной пластине в нижней воздушной камеры пресс-формы с помощью болтов из нержавеющей стали; перегородка находится в середине выталкивающей пластины и термостойкий цилиндре, и выполнен за одно целое с нижней воздушной камеры пресс-формы, и отливают вместе, чтобы обеспечить прочность использования; кованый алюминий выталкивается пластина расположена на разделительной поверхности нижней воздушной камеры пресс-формы, и погружается в паз на верхней поверхности нижней воздушной камеры пресс-формы, нижняя нижняя поверхность находится рядом с разделительной пластиной воздушной камеры, и верхние контакты поверхности узор пены, и выполнен в паз нижней воздушной камеры пресс-формы. Поршневые движения; медь фиксируется на кованый алюминиевый выталкивающей пластиной Rod 7, домкрат 7 меди через болт из нержавеющей стали крепления верхней пластины на верхнем, с движением выталкивающей пластины.
Принцип работы механизма автоматического выбрасывания делится на два процесса: в процессе эжекции узора пены, переключатель источника воздуха закреплен на наружной стороне нижнего газа литейной формы сначала скручен, таким образом, что сжатый воздух поступает в нижнюю часть термостойкого цилиндра через газовую трубу меди, и давление воздуха принимается. Давление заставляет поршень цилиндра двигаться вверх, поршень передает восходящую движущую силу к шатуну, соединительный стержень медленно двигается вверх через медную направляющую втулку, и выталкивающая пластина и соединительный стержень скрепляются с помощью болта из нержавеющей стали, и соединительный стержень перемещается вверх. В процессе, сила может быть передана на выталкивающей пластине, и выталкивающей пластины приводит в действие образец пены для перемещения вверх. Для того, чтобы обеспечить равномерное усилие во время процесса эжекции, медь эжектор и выталкивающая пластина действует вместе по образцу пены. После того, как образец пены закончена распалубки, это процесс самонаведения автоматического механизма выброса, и переключатель источника воздуха закручивается в другую сторону, таким образом, что сжатый воздух поступает в верхнюю часть термостойкого цилиндра через газовую трубу меди. Под действием давления воздуха, цилиндр поршень завершает движение сжатия, а затем выталкивающая пластина и эжектор стержень приводятся в движении, чтобы вернуться в положение через соединительный стержень и направляющую втулку.
Следующие четыре принципа, следует отметить, для использования механизма автоматического выбрасывания утраченного пресс-формы.
1. В сборе зазор эжекторной пластины и выталкивающий штифта является разумным, и движение гладко в процессе распалубки и самонаведения, и не застревают явление;
2. Положение цилиндра и эжекторный стержень разработано достаточно, чтобы гарантировать, что образец пены равномерно подчеркнуто, так что шаблон пены не имеет деформации явления в процессе выемки из формы;
3. Движение ритм цилиндра выброса соответствует, а также впускной и выпускной синхронно управляемыми;
4, материал из эжектора механизма частей выбирают так, чтобы обратить внимание на окисление и ржавчины.
Ниже приведен пример, чтобы объяснить позиционные требования цилиндров в автоматическом механизме выбрасывания и проектное положение эжектора, и автоматическая конструкция механизма выброса большого кожуха маховика. Этот маховик оболочка показана ниже:
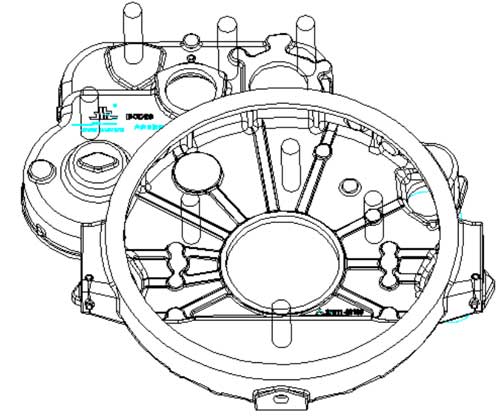
Его размеры продукта: 972 * 964 * 206, материал серого чугуна 200, вспененный материал полистирол, предварительно вспененный вес вспененного материала 22g / L; размер пресс-формы: 1320 * 1290 * 420; Анализ формы структуры полости продукта; Внутренняя окружность внутренней полости восстанавливается. Необходимо разработать с внутренней стороны основной вставки одной недели, а внешний частичный выточки. Необходимо сделать основной вкладыш внешней стороны, что увеличивает сложность распалубки шаблона пены, и использует воздушный удар по обычным распалубкам. Или метод распыления воды, из-за влияния собственного веса на стороне стержневой вставки, белая плесень трудно вынуть, и форма является слишком большой, по крайней мере 2-3 пены операторы, образующие нужны, и пресс-форма является слишком большим, руководство по эксплуатации неудобна, и образец пены легко. деформация, В итоге, суб-формы необходимо использовать механизм автоматического выброса, чтобы помочь в извлечению из формы.
По данным анализа силы выемки из формы узора пены, механизм автоматического выброса маховик оболочка потерянной пресс-формы показан на рисунке 3: выталкивающая плита расположена на разделительной поверхности нижней воздушной камеры пресс-формы, а внешняя форма эжектора пластины 1170. *1140*150, конструкция эжектора пластины учитывает два аспекта: Первый, сила эжектора пластины, тяжесть внутренних и внешних Wicking вставок маховика оболочки действует на плите выталкивателя, и выталкивающая пластина должна быть сопротивлением выпуска пресса-формы узора пены, суперпозиция различных сил, сила эжектора пластины достаточно, и деформация не согнута в процессе распалубки, поэтому тонкая толщина съемника не менее 25 миллиметровый, и материал из кованого алюминия,; Во вторых, принимая во внимание окружающую среду формования рисунка пены, необходимо передать горячий пар и охлаждающую воду. Выталкивающей пластины необходимо резервировать сквозные отверстия горячего пара и охлаждающей воды, и сквозное отверстие предназначено для нижней части внутренних и внешних основных вставок, который является полезным для нижней. Горячий пар и охлаждающая вода ввести внутреннюю полость боковых стержневой вставки для зрелого охлаждения узора пены.
8 наборы меди выталкивающих штифтов расположены на выталкивающей пластине, чтобы помочь выталкивающей пластине быть вынимают из формы. Размещение меди выталкивающих штифтов следует учитывать максимальное и наиболее деформируемый положение рисунка пены, в соответствии с внутренней и внешней структурой узора пены и боковыми вставками затекания. анализ положения, четыре медных баранов расположены во внутренней полости корпуса маховика, и стержневая вставка периферийной стороны внешнее ядро является извлекали из формы, и четыре медных выталкивающие штифты расположены снаружи корпуса маховика для оказания помощи маховика оболочки внешней стороны сердечник вставка Demoulding, сила узора пены мала, а медный баран должен быть помещен на относительно толстой толщины стенки оболочки маховика, а затем область сила узора пены не должна быть слишком мала. Диаметр медного барана, используемый в настоящее время является Φ40mm.
Корпус маховика имеет большую внешнюю форму, и девять выталкивания цилиндров необходимы во внутренней полости нижней пресс-формы газа, и расположены в соответствии с точкой концентрации силы узора пены, и 8 Ядра расположены по окружности в соответствии с максимальной формой выталкивающей пластины, и сторона сердечника центр обращается. Есть несколько вставок, еще один, и девять цилиндров действуют на выталкивающей пластине, в то же время, которые могут удовлетворить Demoulding требований пены оболочки маховой оболочки в.

